群友在群里问到的问题,大家交流踊跃,选取部分群友的发言列述如下,并参考查找到的资料,供大家参考。
问题描述:
群友1:镀完锌后,用什么底漆?有什么好的建议吗?因为我之前用环氧富锌底漆;附着力不好,喷涂上去后,过一段时间像树皮一样剥落。
群友2:镀锌为啥要喷漆啊?本来镀锌在喷漆工艺就不对啊。
群友3:保护锌层。水工上都是呀。做过实验的。
群友2:如果硬要做,把产品,磷化一下,就可以了。磷化膜,增加表面粗糙度,没有别的办法。
群友4:镀锌后还要处理才能喷环氧。喷极细目的钢沙。
群友2:镀锌完了,不酸洗,在磷化一次,锌表面磷化,磷化膜。
群友5:镀锌加喷漆的工艺在海工上的高端客户上会做。
群友6:热镀锌在电力塔上是常见,不过电力塔,好像热镀锌后没油漆。
群友4:镀锌根本做不了盐雾试验,就是跟喷防锈漆一样的,只不过表面更漂亮些。
群友1:我之前已经做过二三批热镀锌加喷漆的防腐工程,但都不理想,所以看看你们有什么好的建议。
群友5:打砂镀锌需要用石榴石。
结论:
群友们的讨论,思路已基本确定。我找到一些资料整理附后:
镀锌钢构件涂装前的表面处理比钢材表面处理要复杂得多,并且镀锌层目的就是起到防腐蚀的作用,那为什么还要对镀锌钢构件进行涂装呢?
镀锌层表面暴露在户外一段时间后就会发生氧化变色,逐渐变成深灰色,对外观的影响很大。尤其长期处于盐雾、潮气、海水和海洋生物的腐蚀环境下,并且随着大气污染的加剧,镀锌钢构件面临更加复杂的腐蚀环境,严重影响钢结构的力学性能。所以目前基本上对镀锌件也要做涂装。
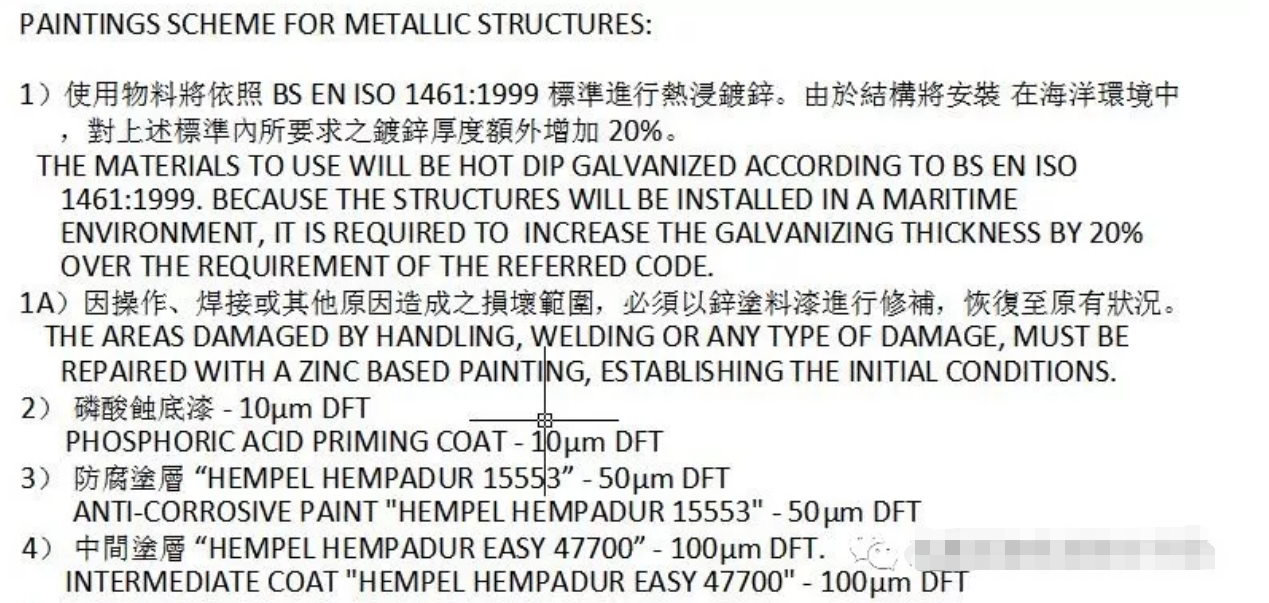
结构要求:
考虑到镀锌池的尺寸和运输的方便性,构件在设计时需考虑合适的外形尺寸,同时采用适当的吊装方法,确保将部件顺利由工厂运到镀锌厂完成镀锌的流程。为确保有效的镀锌和镀锌前清理,需要在结构上设置合适的流锌孔。为确保工件表面有足够的粗糙度,构件表面通常采用喷砂处理,表面的粗糙度达到Sa2 ½ 级别。
热镀锌要求:
喷砂后的部件在热镀锌前进行酸洗,在酸洗合格后续经流水冲洗表面残留的酸洗液,进入助镀池进行溶剂处理后再热镀锌,镀锌的时间根据构件的材质和厚度制定。
在热镀锌冷却后,再经钝化处理,构件表面锌层应该附着好、连续和有一定的光滑度。在完成镀锌后需要把流锌孔填补上。
油漆要求
清洗后需要对构件表面轻微扫砂处理,扫砂的目的是使镀锌层变形而不是去除锌层,可以使用快速移动喷嘴的磨料扫砂或毛刷扫砂,磨料的粒子应该小于200~500μm,使镀锌表面粗糙达到25~40μm。扫砂后的表面很快会出现氧化锌,影响油漆的附着性能。因此构件应该在表面处理后4h内进行油漆。如果超过时间没有油漆,则应该重新扫砂处理。
上面群友提及磷化处理的方式也是较有效的处理方法,但镀锌层的磷化比钢件磷化要困难,因此建议采用磷化底漆来代替磷化处理。镀锌钢构件的磷化处理工艺正在逐步被磷化底漆取代。
虽然刷涂磷化底漆明显优于磷化工艺,但是同磷化处理一样,磷化底漆不能代替传统底漆,处理后还需要刷涂传统底漆,涂装间隔期较短,通常仅为24h,给操作带来一定的困难,不过它比磷化工艺要方便得多。
除群友们讨论的方式外,还有其他方式:
采用所谓非常规涂料其成分和作用的特殊性而主要用于镀锌层、不锈钢等特殊表面和表面处理较差的钢构件表面。比如:环氧磷酸锌底漆、环氧锌黄底漆。前者较贵后者较便宜。环氧锌黄底漆的附着力、性价比等各项指标均非常优异,几乎是镀锌构件专用涂料的代名词。