近年来,冷涂锌在桥梁工程中被频繁应用,在钢箱梁外侧应用的时候会出现一些问题,如附着力不足、涂层起泡、电焊缝脱落等漆膜弊病,需反复修理,会给国家造成一定损失。
凭借着近20年接触冷涂锌的经历和对其特性及应用技术特点的熟悉程度,小编认为冷涂锌适用于桥梁箱内侧,并借助于配套的涂装工艺,涂层质量可达到非常好的效果。
◆ 优异的防锈性能
冷涂锌的锌粉含量比富锌涂料高,纯度高达99.995%,成膜后含锌量在95%以上,是防腐能力最强的重防腐涂料底漆之一。其防腐机制为:当钢板表面和底漆涂层遇到腐蚀介质时,锌层作为阳极发生腐蚀生成锌盐,钢板则作为阴极并不参与电化学反应,从而免于腐蚀生锈。此时冷涂锌涂料优异的耐候性和防锈性能便凸显出来。
◆ 优良的环保性能
冷涂锌树脂多数为丙烯酸,少数为聚苯乙烯,产品中不含铅、镉等重金属成分,也不含甲苯、二甲苯、一氧甲烷、甲乙酮等毒性较大的有机溶剂。钢箱梁内空间狭小,通风不良,涂料中若存在大量可挥发的稀释剂,不仅影响工人的身体健康,还会造成环境污染。数据显示采用冷涂锌涂料可节能减排达42%,即节能又环保。
◆ 杰出的施工性能
冷涂锌的施工性能远优于富锌底漆。它是单组分涂料,不存在繁琐的混合工序及涂料试用期限,操作简单、方便,施工时涂料的损耗系数比双组份富锌底漆小。另外,不同于无机富锌底漆,冷涂锌涂层局部受损时,可以直接用冷涂锌修补,具有复涂性。
◆ 配套设计
八卦洲枢纽工程是浦仪公路西段工程的一部分,其中八卦洲枢纽匝道桥有5段为钢箱梁结构,总重约4,821.5t,钢箱梁内表面总涂装面积约5万m²。该工程的业主为南京公共工程建设中心,工程总体由中设设计集团设计,中铁宝桥集团有限公司负责加工制作。原确定的内侧涂装体系如表1所示。
| 涂层类型 | 漆膜要求 |
| 喷砂除锈 | ISO 8501Sa2 1/2级 40-80μm |
| 环氧富锌底漆 | 60μm*1 |
| 环氧云铁中间漆 | 100μm*2 |
| 环氧厚浆面漆 | 6μm*1 |
近年来,冷涂锌常被用于钢箱梁内侧的涂装,较典型的案例有广东崖门大桥、新疆头屯河大桥、北京新首钢大桥等,实践效果很好。因此业主召集相关部门进行专家组会议,讨论后决定将原有的“环氧富锌底漆+2道环氧云铁中层漆”改作用2道40μm/道厚的冷涂锌来涂覆,而无需搭配中间漆和面漆。
◆ 冷涂锌的防腐寿命分析
八卦洲钢箱梁附近属城市和工业大气环境,钢箱梁内部未设置除湿机,箱内有冷凝发生,根据ISO 12944:2018可判定八卦洲钢箱梁内侧实处于C3腐蚀环境。
根据ISO 12944:2008中关于涂层使用寿命的规定可知,涂层使用寿命并非商业上的保质期,而是预期的设计寿命,是指涂层达到第一次大修所经历的时间。此时,涂层的锈蚀面积分数为10%,达到ISO 4628:2016规定的Ri3级标准。
可依据锌含量、腐蚀条件、锌层每年消耗量来估算单层冷涂锌涂层的防腐年限(N),具体按式(1)计算。
N=7.14FTK/G
式中,F为膜厚(单位:μm);T为干膜中Zn的质量分数;K为折减系数,取值0.8;G为C3条件下一年的腐蚀率,取值15g/㎡。
其中,冷涂锌层厚度为80μm,干膜Zn的质量分数为96%,则其防腐年限为7.14 × 80 × 96% × 0.8 ÷ 15 ≈ 30(年),即该冷涂锌体系第一次涂装以后可在30年内免维护。
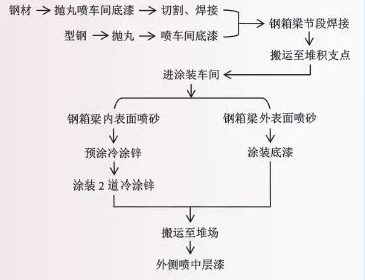
◆ 工艺流程
三分涂料,七分涂装。涂装是冷涂锌涂层性能卓越发挥的关键,根据宝鸡桥梁厂涂装流水线的实际情况及冷涂锌的实际施工性能,设计涂装流程如图1所示。
◆ 表面处理
① 按工艺流程,抛丸喷车间底漆,钢材清洁度达到ISO 8501的Sa2 1/2级,粗糙度Rz为40~70μm,磨料尺寸为较大钢丸和钢砂的混合体(厚度1.0~1.2mm)。
② 除油:按ISO 12944:2018要求采用合适的清洗剂和溶剂去除钢材表面的油污及盐分,使得表面油污及盐分含量低于70mg/㎡。
③ 钢结构表面缺陷处理
这是钢结构厂最容易忽视的环节,根据ISO12944-2所提及的钢结构暴露环境条件也与ISO8501-3有一定关系。焊缝、毛刺等处理的级别共分三个等级,如表2所示。
| 腐蚀等级ISO | 漆膜要求 | 处理级别 |
| C1-C2 | 轻微处理:涂覆前最小处理 | P1 |
| C3-C4 | 彻底处理:大部分缺陷已被清除 | P2 |
| C5和C5-1 | 非常彻底的处理:表面无重大可见发现 | P3 |
在对焊缝等部位做好调查的基础上,做好表3所列工作。
| 序号 | 种类 | 处理方法 |
| 1 | 自由边 | 钢材自由边上的尖角毛刺,用砂轮打磨至2mm圆角 |
| 2 | 切割边 | 切割峰谷差,打磨到1mm以下时,对熔渣进行打磨处理 |
| 3 | 剥落 | 钢材表面的剥落,用砂轮修整 |
| 4 | 凹坑 | 深度0.8mm以上的要补焊处理 |
| 5 | 切割面 | 虽然光滑,但由于非常坚硬不利于喷砂,要先打磨掉表层 |
④ 喷砂
在空压机中安装油水分离器,将压缩空气中的含水、含油率控制在允许范围内,保证空气压力在0.55~ 0.75MPa范围内。采用文丘里结构的喷砂嘴,选用碳化钨或碳化硼材质,孔径为10~12mm(大于14mm时需更换)。空气软管的直径应大于3.2mm,内径为喷嘴孔径的3~4倍。其余喷砂参数为:喷砂距离200~300mm,喷砂角度60~70°,移动速率4~6m/min。
⑤ 喷砂的磨料
喷砂的磨料是钢砂G40与钢丸S230的混合体,用于后续喷砂,可循环使用,添加频率视具体情况而定。不管哪种磨料,都必须清洁、干燥、无油、无污染并符合SSPC AB-1和AB-3的要求,导电率应低于250μS/cm(S为西门子,为电导国际单位)。供应商要提供磨料的化学成分、物理特性等检验报告以及符合环保要求的MSDS证书。
预涂
预涂是喷涂前必不可少的工艺环节,特别是钢箱梁内侧。电焊缝、锐角、各种扇形孔、流水孔等固定件等必须进行预涂,可防止漏涂或涂层厚度不足。所有表面按规定处理,缺陷按表3修正以后,应立即预涂。
喷漆
虽然冷涂锌可采用多种方式进行涂装,但采用无气喷涂法所得冷涂锌层的附着力最好,膜厚最容易控制。
◆ 采用富锌底漆的专用无气喷漆机
由于冷涂锌的锌粉含量比富锌底漆更高,沉淀快、易结块,普通无气喷漆机的压送机构很容易被损坏,应采用32∶1或33∶1的富锌底漆专用无气喷漆机,最常用的就是重庆长江涂装机械厂的GBTQ 9C富锌专用无气喷涂机。
◆ 喷漆压力的控制
无气喷漆冷涂锌时,喷漆压力应低于15MPa。在用GBTQ 9C无气喷漆机时,进风压力控制在0.4MPa左右,喷漆压力为13MPa。如果喷漆压力大于18MPa,冷涂锌中的锌粉会堵塞喷嘴,无法继续施工。
◆ 喷嘴的选择与及时调整
应根据冷涂锌的规定膜厚(每道40μm)和待涂钢结构的形状来选择合适的喷嘴孔径和喷幅,推荐采用重庆长江涂装机械厂或美国Graco生产的Z形喷嘴,其参数如表4所示。
| 喷嘴型号 | 喷嘴孔径/mm | 雾幅宽度/mm | 流量/(L/min) |
| 长江12Z30 | 0.48 | 350 | 1.29 |
| 长江14Z35 | 0.53 | 350 | 1.59 |
在施工过程中应随时注意孔径和喷幅的变化。冷涂锌过程中喷嘴容易磨损,从而变大、变圆,导致流量增大,耗漆量加大(如表5所示)。通常在喷嘴的扇形面积小于25%时,要及时更换。
| 磨损程度 | 喷嘴孔径/mm | 雾幅宽度/mm | 流量/(L/min) |
| 初始尺寸 | 0.38 | 305 | 0.9 |
| 磨损件1 | 0.43 | 280 | 1.15 |
| 磨损件2 | 0.48 | 230 | 1.50 |
| 磨损件3 | 0.53 | 140 | 1.80 |
◆ 搅拌
添置气动涂料搅拌机,除了喷漆前要充分搅拌外,还应边喷涂边搅拌。
◆ 稀释
冷涂锌在使用时一般不用稀释,如遇特殊情况需要稀释,应咨询油漆厂家的技术服务人员。
结 语
钢箱梁内侧处于C3腐蚀环境,冷涂锌的防锈性能好并且环保,将其作为钢箱梁内侧涂层具有30年的使用寿命。而涂装是冷涂锌施工的关键,要想发挥冷涂锌涂层的优势,更应着重于涂装质量。
国家今日的强大,也让我们看到更多强大的中国企业,模仿学习转换再超越的发展思路也同样适用于黄氏化工。为了让国内的装备制造,桥梁、石化、港口机械以及民用钢结构生产加工企业得到高性价比的长久防护,莱格卫励志扎地深耕,为客户带去实实在在的产品与服务。您的支持源于信任,而我们把这份信任延续下去的唯一准则就是做高性价比的产品,提供专业的配套方案以解决您的问题!
富锌涂料业务联系